



1、3d打印最大成型打印尺寸:600x400x500mm;
2、3d打印层厚:0.02mm~0.04mm;
3、可达到的精确度:
典型精度:± 0.02-0.05 mm(精确度与几何形状有关。根据产品大小,打印方向,材料和后加工方式不同而变化。);
4、后期加工:高温退火,抛光,焊接等加工;
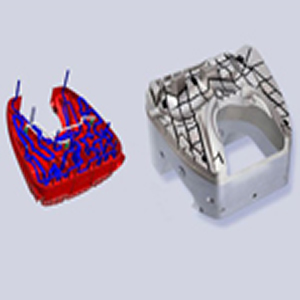
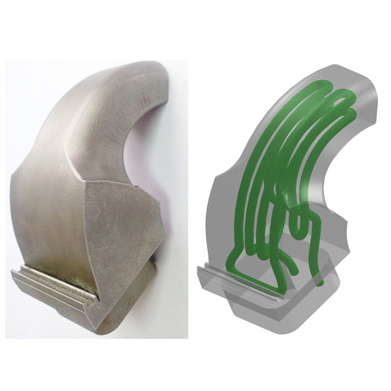
模具钢MS1含有相应的美国分类的化学成分18 %Ni Maraging 300 ,欧洲的1.2709和
德国X3NiCoMoTi 18-9-5 。这种钢材的特点是具有非常良好的机械性能,并且很容易被热处理。使用一个简单的热时效硬化处理,以获得优异的硬度和强度。
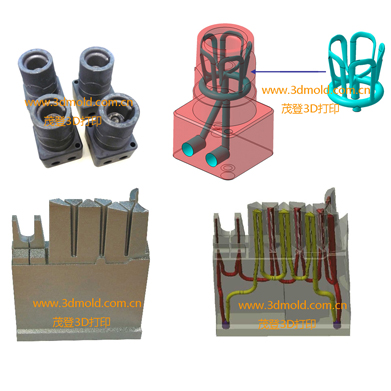
动画演示3D打印过程
实际3D打印过程
| 零件的精度 | 小零件approx.20 μm |
| 大零件approx.50 μm | |
| 时效硬化收缩率 | |
| approx. 0.08 % | |
| 最小壁厚 | |
| approx. 0.3 – 0.4 mm | |
| approx. 0.012 – 0.016 inch | |
| 表面粗糙度 | |
| MS1 Surface (20 μm) | |
| Ra 4 μm; Rz 20 μm | |
| Ra 0.16 x 10-³ inch, | |
| Rz 0.78 x 10-³ inch | |
| 喷丸处理后 | |
| Ra 7 - 10 μm, Rz 50 - 60 μm | |
| Ra 0.28 - 0.39 x 10-³ inch | |
| Rz 1.97 - 2.36 x 10-³ inch | |
| 抛光处理后 | |
| Rz up to < 0.5 μm | |
| Rz up to < 0.02 x 10-³ inch | |
| 可以是很精细抛光 | |
| 零件在20°C ( 68 ° F)硬化后的机械性能 | |
| 抗拉强度 | |
| min. 1930 MPa | |
| min. 280 ksi | |
| typ. 2050 ± 100 MPa | |
| typ. 297 ± 15 ksi | |
| 屈服强度(RP 0.2%) | |
| min. 1862 MPa | |
| min. 270 ksi | |
| typ. 1990 ± 100 MPa | |
| typ. 289 ± 15 ksi | |
| 弹性模量 | |
| typ. 180 ± 20 GPa | |
| typ. 26 ± 3 Msi | |
| 断裂伸长率 | |
| min. 2 % | |
| typ. (4 ± 2) % | |
| 硬度 | typ. 50 - 56 HRC |
| 延展性(缺口简支梁冲击试验) | |
| - typ. 11 ± 4 J | |
*备注: 1、硬度(典型值) 。 33 - 37 HRC (典型值) 。 50 - 56 HRC 2、根据ISO 6892-1:2009 (B)的附件D ,比例试样,颈部区域的直径拉伸试验 |
|
| 零件的热性能 | |
| 导热系数(典型值)硬化后 | |
| typ. 20 ± 1 W/m°C | |
| typ. 139 ± 7 Btu in/(h ft² °F) | |
| 比热容(典型值) 硬化后 | |
| typ. 450 ± 20 J/kg°C | |
| typ. 0.108 ± 0.005 Btu/(lb °F) | |
| 导热系数(典型值)硬化后 | |
| typ. 20 ± 1 W/m°C | |
| typ. 139 ± 7 Btu in/(h ft² °F) | |
| 最大工作统 | |
| approx. 400 °C | |
| approx. 750 °F |
*所有数值均取自该特殊材料制造商提供的文档。 茂登3D打印公司。不作任何权利要求其中这些数据的准确性,因为每个单独的应用可能会有变化。有任何疑问请联系制造商给予特定产品信息。